
The Society for Canadian Philately
The Goebel Press Era of Canadian Stamps
Ken Sargent with Leopold Beaudet
Page 1 - History | Timing | Stamp printing contract | Goebel
press configuration
Page 2 - Manufacturing the cylinders
Page 3 - Producing the stamps
Page 4 - The early months | Later production
Page 5 - People behind the Goebel press | Spoilage & production
approval | Afterthoughts | Acknowledgements | References
Manufacturing the cylinders
Once a stamp design was approved by Canada Post, the gravure portion of the design was separated into its constituent colours photographically. This was done because each colour was printed from a separate cylinder. Using a step-and-repeat camera, the image for each colour was replicated on a sheet of carbon used to etch the printing cylinder.
The exposed areas of the carbon harden and retain their original thickness when developed. The unexposed areas wash away during development, creating valleys. The carbon was placed around a copper cylinder and dipped into an etching bath. The varying densities of carbon controlled the depth of the etching. The deeper the etching, the more ink it held and the darker the colour. After the cylinder was etched, it was chromium plated and was then ready for the press.
In contrast, for the engraved portion of the design, a single die was made irrespective of the number of engraved colours. The Goebel press could handle up to three. In the case of se-tenant designs like the multi-denomination booklet panes, a separate die was made for each design; however, all designs were transferred onto the same cylinder.

Die for the 1970 6¢ Henry Kelsey commemorative engraved by George Gundersen.
[Source: Something Canadian]
For some of the 1967 Centennial, 1973 Caricature, and 1977 Environment definitives, CBN and BABN were called upon to print the same stamp designs. The stamp dies were the property of Canada Post. For dies produced by CBN, BABN would borrow the hardened die and produce its own transfer rolls.
The Goebel, or any web press, has to have a continuous impression cylinder of relatively hard material much like the calender roll on a paper machine. Engravings must be done to work with this. A sheet-fed press has a rubber blanket on the impression cylinder, which is more resilient, and can even be back-patched if necessary to assist printing. So the dies had to be altered for the Goebel press.
After the die was approved, a siderographer transferred the design from the die to a transfer roll. Several copies of the design were impressed onto the transfer roll.

Siderographer Murdo Stewart transfers the image from the die to a transfer roll.
[Source: More Than Just a Pretty Face]
In our plant, some new techniques were required in “plate” making. BABN had produced electroformed nickel plates for several years for sheet-fed presses. Now the stamp images had to be transferred to nickel-faced cylinders. A thin layer of nickel was deposited on the cylinder, enough to exceed the required diameter. Then, using a Landis cylindrical grinder, the excess nickel was ground off to the precise diameter, ready for the transfer process. The siderographer mounted the transfer roll onto the Rotary Transfer Machine, and transferred the design, subject by subject, to the intaglio cylinder. This step was new because the transfer was to a cylindrical surface rather than a flat plate. After all the subjects were transferred, the intaglio cylinder was chromium plated for hardness and for easier wiping of excess ink. So a new nickel plating tank was required as well as new chromium plating and stripping tanks.

Using the Rotary Transfer Machine, siderographer Tony St. Denis transfers the image from
the transfer roll to the printing cylinder.
|
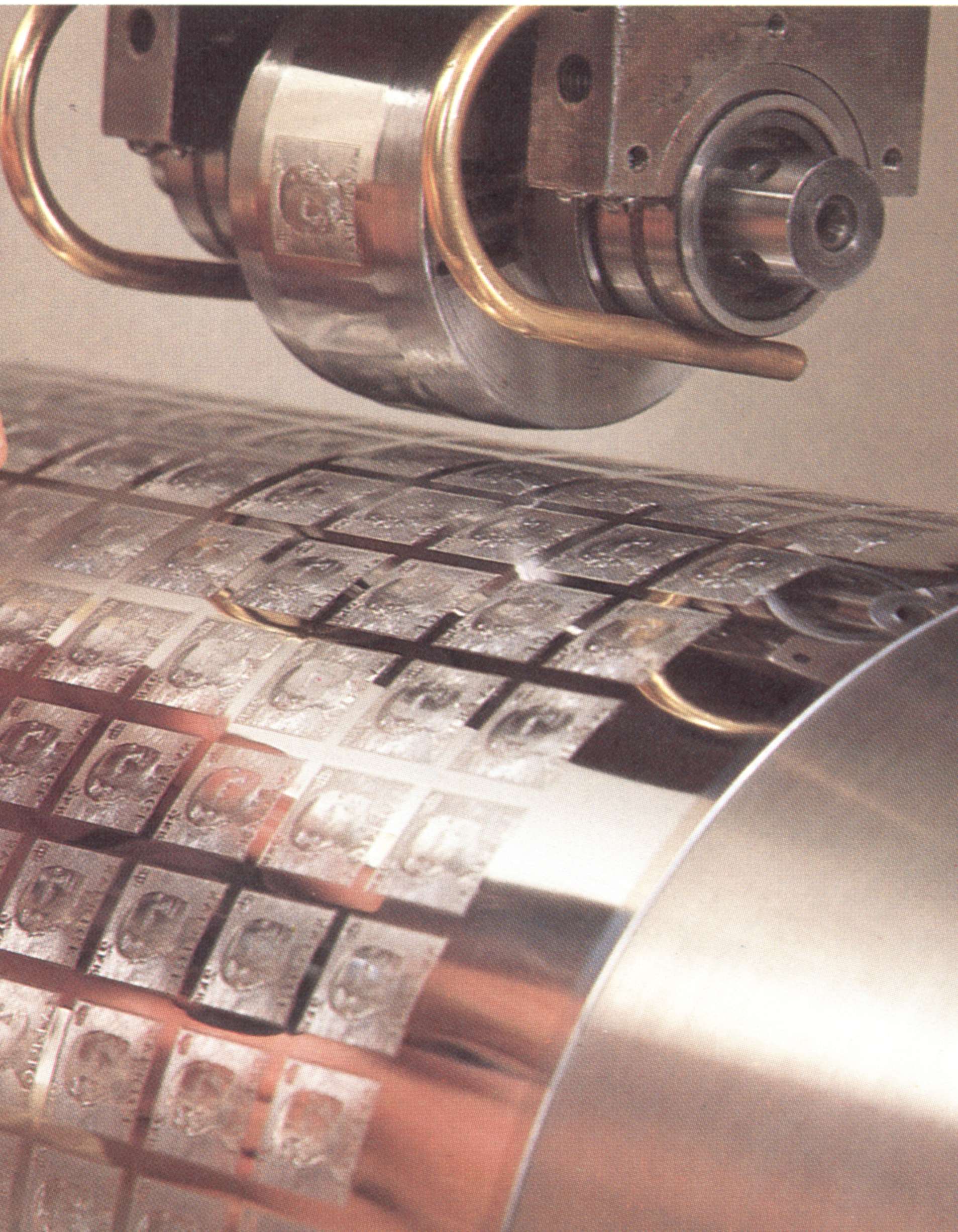
Close-up of the transfer roll mounted in the Rotary Transfer Machine, above the intaglio cylinder. [Source: A Stamp Is Made] |
The gravure process was entirely new to us. We did our own nickel buildup for intaglio cylinders, but all gravure cylinders were sent to a Toronto firm that deposited additional copper and then ground them to the required diameter.
For security purposes, after an issue was completed the chrome plating would be stripped and the images in nickel (intaglio cylinders) or copper (gravure cylinders) would be ground off. The cylinders were then reused.
Jurisdiction for the gravure printing was given to the plate printers. However, all the gravure cylinders were made by members of the Lithographic Union. This arrangement was never challenged.
Experience had proven, due to the printing pressures used, the intaglio cylinders should be just below the theoretical size, while the gravure cylinders should be slightly over the theoretical size.
Page 1 - History | Timing | Stamp printing contract | Goebel
press configuration
Page 2 - Manufacturing the cylinders
Page 3 - Producing the stamps
Page 4 - The early months | Later production
Page 5 - People behind the Goebel press | Spoilage & production
approval | Afterthoughts | Acknowledgements | References
About the author
Ken Sargent received a B. Sc. in Chemical Engineering from the University of Saskatchewan. In 1947, he came to BABN and began a 38-year career in the security printing industry. At the time of the Goebel press acquisition, he was Vice-President and General Manager. Ken was President of the Company for seven years prior to his retirement in 1985. He was a friend and supporter of the philatelic community as evidenced by a letter from Richard Malott on the occasion of his retirement.
Copyright © 2010 Ken Sargent and Leopold Beaudet
Web design copyright © 2013-2024 The British North America Philatelic Society.
The documents on this website are for informational and non-commercial or personal use only.
Documents on this website shall not be used on other websites or for commercial purposes without permission.
This page was last modified on 2016-08-25